
DIN7991 ਹੈਕਸ ਸਾਕਟ ਕਾਊਂਟਰਸੰਕ ਸਕ੍ਰੂ ਗ੍ਰੇਡ ਕਾਰਬਨ ਸਟੀਲ ਜ਼ਿੰਕ ਪਲੇਟਿਡ ਗ੍ਰੇਡ 8.8 10.9





DIN7991 ਹੈਕਸ ਸਾਕਟ ਕਾਊਂਟਰਸੰਕ ਸਕ੍ਰੂ ਗ੍ਰੇਡ ਕਾਰਬਨ ਸਟੀਲ ਜ਼ਿੰਕ ਪਲੇਟਿਡ ਗ੍ਰੇਡ 8.8 10.9
ਵਰਣਨ
ਤੇਜ਼ਜਵਾਬ
ਤੇਜ਼ਹਵਾਲਾ
ਤੇਜ਼ਡਿਲਿਵਰੀ
ਸ਼ਿਪ ਡਿਲੀਵਰੀ ਲਈ ਤਿਆਰ
10000+ ਵੇਅਰਹਾਊਸ ਵਿੱਚ SKU
ਅਸੀਂ RTS ਆਈਟਮਾਂ ਲਈ ਵਚਨਬੱਧ ਹਾਂ:
70% ਆਈਟਮਾਂ ਪ੍ਰਦਾਨ ਕੀਤੀਆਂ ਗਈਆਂ 5 ਦਿਨਾਂ ਦੇ ਅੰਦਰ
80% ਆਈਟਮਾਂ ਪ੍ਰਦਾਨ ਕੀਤੀਆਂ ਗਈਆਂ 7 ਦਿਨਾਂ ਦੇ ਅੰਦਰ
90% ਆਈਟਮਾਂ ਪ੍ਰਦਾਨ ਕੀਤੀਆਂ ਗਈਆਂ10 ਦਿਨਾਂ ਦੇ ਅੰਦਰ
ਬਲਕ ਆਰਡਰ, ਕਿਰਪਾ ਕਰਕੇ ਗਾਹਕ ਸੇਵਾ ਨਾਲ ਸੰਪਰਕ ਕਰੋ

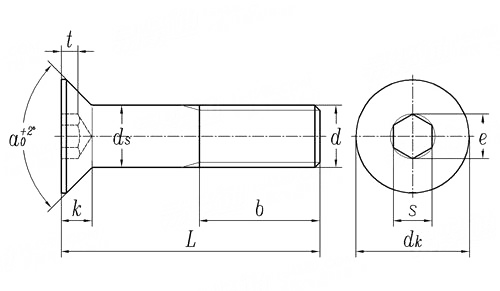
| d | M3 | M4 | M5 | M6 | M8 | M10 | M12 | (ਮ 14) | M16 | (ਮ 18) | M20 | (ਮ 22) | M24 | |
| P | ਪਿੱਚ | 0.5 | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | 2.5 | 2.5 | 2.5 | 3 |
| α | ਟੋਲ।(+2) | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 60° | 60° |
| b | L≤125mm | 12 | 14 | 16 | 18 | 22 | 26 | 30 | 34 | 38 | 42 | 46 | 50 | 54 |
| 125<L ≤ 200 | / | / | / | 24 | 28 | 32 | 36 | 40 | 44 | 48 | 52 | 56 | 60 | |
| ਐਲ. 200 | / | / | / | / | / | 45 | 49 | 53 | 57 | 61 | 65 | 69 | 73 | |
| dk | ਅਧਿਕਤਮ = ਨਾਮਾਤਰ | 6 | 8 | 10 | 12 | 16 | 20 | 24 | 27 | 30 | 33 | 36 | 36 | 39 |
| ਘੱਟੋ-ਘੱਟ | 5.7 | 7.64 | 9.64 | 11.57 | 15.57 | 19.48 | 23.48 | 26.48 | 29.48 | 32.38 | 35.38 | 35.38 | 38.38 | |
| ds | ਅਧਿਕਤਮ = ਨਾਮਾਤਰ | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 |
| ਘੱਟੋ-ਘੱਟ | 2.86 | 3.82 | 4.82 | 5.82 | 7.78 | 9.78 | 11.73 | 13.73 | 15.73 | 17.73 | 19.67 | 21.67 | 23.67 | |
| e | ਘੱਟੋ-ਘੱਟ | 2.3 | 2. 87 | 3.44 | 4.58 | 5.72 | 6.86 | 9.15 | 11.43 | 11.43 | 13.72 | 13.72 | 16 | 16 |
| k | ਅਧਿਕਤਮ | 1.7 | 2.3 | 2.8 | 3.3 | 4.4 | 5.5 | 6.5 | 7 | 7.5 | 8 | 8.5 | 13.1 | 14 |
| s | ਨਾਮਾਤਰ | 2 | 2.5 | 3 | 4 | 5 | 6 | 8 | 10 | 10 | 12 | 12 | 14 | 14 |
| ਘੱਟੋ-ਘੱਟ | 2.02 | 2.52 | 3.02 | 4.02 | 5.02 | 6.02 | ੮.੦੨੫ | 10.025 | 10.025 | 12.032 | 12.032 | 14.032 | 14.032 | |
| ਅਧਿਕਤਮ | 2.1 | 2.6 | 3.1 | 4.12 | 5.14 | 6.14 | ੮.੧੭੫ | ੧੦.੧੭੫ | ੧੦.੧੭੫ | 12.212 | 12.212 | 14.212 | 14.212 | |
| t | ਅਧਿਕਤਮ = ਨਾਮਾਤਰ | 1.2 | 1.8 | 2.3 | 2.5 | 3.5 | 4.4 | 4.6 | 4.8 | 5.3 | 5.5 | 5.9 | 8.8 | 10.3 |
| ਘੱਟੋ-ਘੱਟ | 0.95 | 1.55 | 2.05 | 2.25 | 3.2 | 4.1 | 4.3 | 4.5 | 5 | 5.2 | 5.6 | 8.44 | 9.87 | |
ਵੇਰਵੇ ਦਾ ਵੇਰਵਾ


ਗੈਲਵੇਨਾਈਜ਼ਡ ਹੋਣ 'ਤੇ ਉੱਚ ਤਾਕਤ ਵਾਲੇ ਫਾਸਟਨਰ ਕਰਿਸਪਤਾ ਪੈਦਾ ਕਰਨਗੇ। ਵਿਸ਼ੇਸ਼ ਧਿਆਨ ਦੇਣ ਦੀ ਲੋੜ ਹੈ।
ਹਾਈਡ੍ਰੋਜਨ ਗੰਦਗੀ ਆਮ ਤੌਰ 'ਤੇ ਤਣਾਅ ਦੇ ਅਧੀਨ ਦੇਰੀ ਨਾਲ ਫ੍ਰੈਕਚਰ ਦੁਆਰਾ ਦਰਸਾਈ ਜਾਂਦੀ ਹੈ। ਆਟੋਮੋਬਾਈਲ ਸਪ੍ਰਿੰਗਜ਼, ਵਾਸ਼ਰ, ਪੇਚ, ਸ਼ੀਟ ਸਪ੍ਰਿੰਗਜ਼ ਅਤੇ ਹੋਰ ਗੈਲਵੇਨਾਈਜ਼ਡ ਹਿੱਸੇ ਹਨ, ਅਸੈਂਬਲੀ ਟੁੱਟਣ ਤੋਂ ਕੁਝ ਘੰਟਿਆਂ ਬਾਅਦ, 40% ~ 50% ਦੇ ਫ੍ਰੈਕਚਰ ਅਨੁਪਾਤ. ਇੱਕ ਵਿਸ਼ੇਸ਼ ਉਤਪਾਦ ਦੇ ਕੈਡਮੀਅਮ-ਪਲੇਟਡ ਹਿੱਸਿਆਂ ਦੀ ਵਰਤੋਂ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ, ਬੈਚ ਕ੍ਰੈਕ ਫ੍ਰੈਕਚਰ ਸੀ, ਅਤੇ ਇੱਕ ਰਾਸ਼ਟਰੀ ਮੁੱਖ ਸਮੱਸਿਆ ਦਾ ਹੱਲ ਕੀਤਾ ਗਿਆ ਸੀ ਅਤੇ ਇੱਕ ਸਖਤ ਡੀਹਾਈਡ੍ਰੋਜਨੇਸ਼ਨ ਪ੍ਰਕਿਰਿਆ ਤਿਆਰ ਕੀਤੀ ਗਈ ਸੀ। ਇਸ ਦੇ ਨਾਲ, ਉੱਥੇ ਕੁਝ ਹਾਈਡਰੋਜਨ embrittlement ਦੇਰੀ ਫ੍ਰੈਕਚਰ ਵਰਤਾਰੇ ਨੂੰ ਦਿਖਾ ਨਹੀ ਹੈ, ਅਜਿਹੇ ਹਨ: electroplating hanger (ਸਟੀਲ ਤਾਰ, ਪਿੱਤਲ ਦੀ ਤਾਰ) electroplating ਅਤੇ pickling plating ਦੇ ਕਈ ਵਾਰ ਦੇ ਕਾਰਨ, ਹਾਈਡਰੋਜਨ ਘੁਸਪੈਠ ਹੋਰ ਗੰਭੀਰ ਹੈ, ਅਕਸਰ ਵਰਤਣ ਵਿੱਚ ਇੱਕ ਗੁਣਾ ਦਿਖਾਈ ਦੇਵੇਗਾ. ਭੁਰਭੁਰਾ ਫ੍ਰੈਕਚਰ ਘਟਨਾ ਵਾਪਰਦੀ ਹੈ; ਕਈ ਵਾਰ ਕ੍ਰੋਮਿੰਗ ਤੋਂ ਬਾਅਦ, ਇੱਕ ਸ਼ਾਟਗਨ ਦਾ ਮੰਡਰੇਲ, ਜ਼ਮੀਨ 'ਤੇ ਡਿੱਗ ਗਿਆ ਅਤੇ ਟੁੱਟ ਗਿਆ; ਕੁਝ ਬੁਝੇ ਹੋਏ ਹਿੱਸੇ (ਵੱਡਾ ਅੰਦਰੂਨੀ ਤਣਾਅ) ਅਚਾਰ ਬਣਾਉਣ ਵੇਲੇ ਚੀਰ ਜਾਣਗੇ। ਇਹ ਹਿੱਸੇ ਗੰਭੀਰ ਤੌਰ 'ਤੇ ਹਾਈਡ੍ਰੋਜਨੇਟਿਡ ਹੁੰਦੇ ਹਨ ਅਤੇ ਬਾਹਰੀ ਤਣਾਅ ਦੇ ਬਿਨਾਂ ਚੀਰ ਜਾਂਦੇ ਹਨ, ਜੋ ਕਿ ਡੀਹਾਈਡ੍ਰੋਜਨੇਸ਼ਨ ਦੁਆਰਾ ਅਸਲ ਕਠੋਰਤਾ ਨੂੰ ਬਹਾਲ ਕਰਨ ਲਈ ਨਹੀਂ ਵਰਤੇ ਜਾ ਸਕਦੇ ਹਨ।
ਸਮੱਗਰੀ ਦੀ ਤਾਕਤ ਜਿੰਨੀ ਉੱਚੀ ਹੋਵੇਗੀ, ਹਾਈਡ੍ਰੋਜਨ ਗੰਦਗੀ ਦੀ ਸੰਵੇਦਨਸ਼ੀਲਤਾ ਓਨੀ ਹੀ ਜ਼ਿਆਦਾ ਹੋਵੇਗੀ। ਇਹ ਇੱਕ ਬੁਨਿਆਦੀ ਸੰਕਲਪ ਹੈ ਜੋ ਇਲੈਕਟ੍ਰੋਪਲੇਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ ਕੰਪਾਇਲ ਕਰਦੇ ਸਮੇਂ ਸਤਹ ਇਲਾਜ ਟੈਕਨੀਸ਼ੀਅਨ ਦੁਆਰਾ ਸਪੱਸ਼ਟ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਅੰਤਰਰਾਸ਼ਟਰੀ ਮਾਪਦੰਡਾਂ ਦੁਆਰਾ ਲੋੜੀਂਦੇ ਤਣਾਅਪੂਰਨ ਤਾਕਤ σb>105kg/mm2 ਵਾਲੇ ਸਟੀਲਾਂ ਨੂੰ ਪ੍ਰੀ-ਪਲੇਟਿੰਗ ਤਣਾਅ ਅਤੇ ਉਸ ਅਨੁਸਾਰ ਪੋਸਟ-ਪਲੇਟਿੰਗ ਡੀਹਾਈਡ੍ਰੋਜਨੇਸ਼ਨ ਇਲਾਜ ਦੇ ਅਧੀਨ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਫ੍ਰੈਂਚ ਹਵਾਬਾਜ਼ੀ ਉਦਯੋਗ ਨੂੰ ਉਪਜ ਦੀ ਤਾਕਤ σs>90kg/mm2 ਵਾਲੇ ਸਟੀਲ ਹਿੱਸਿਆਂ ਲਈ ਅਨੁਸਾਰੀ ਡੀਹਾਈਡ੍ਰੋਜਨੇਸ਼ਨ ਇਲਾਜ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
ਸਟੀਲ ਦੀ ਤਾਕਤ ਅਤੇ ਕਠੋਰਤਾ ਵਿਚਕਾਰ ਚੰਗੇ ਪੱਤਰ-ਵਿਹਾਰ ਦੇ ਕਾਰਨ, ਤਾਕਤ ਦੇ ਮੁਕਾਬਲੇ ਕਠੋਰਤਾ ਦੁਆਰਾ ਸਮੱਗਰੀ ਦੀ ਹਾਈਡ੍ਰੋਜਨ ਗੰਦਗੀ ਦੀ ਸੰਵੇਦਨਸ਼ੀਲਤਾ ਦਾ ਨਿਰਣਾ ਕਰਨਾ ਵਧੇਰੇ ਅਨੁਭਵੀ ਅਤੇ ਸੁਵਿਧਾਜਨਕ ਹੈ। ਕਿਉਂਕਿ ਇੱਕ ਸੰਪੂਰਨ ਉਤਪਾਦ ਡਰਾਇੰਗ ਅਤੇ ਮਸ਼ੀਨਿੰਗ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਸਟੀਲ ਦੀ ਕਠੋਰਤਾ ਨਾਲ ਚਿੰਨ੍ਹਿਤ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ. ਇਲੈਕਟਰੋਪਲੇਟਿੰਗ ਵਿੱਚ, ਅਸੀਂ ਪਾਇਆ ਕਿ HRC38 ਦੇ ਆਲੇ-ਦੁਆਲੇ ਸਟੀਲ ਦੀ ਕਠੋਰਤਾ ਹਾਈਡ੍ਰੋਜਨ ਐਂਬ੍ਰਿਟਲਮੈਂਟ ਫ੍ਰੈਕਚਰ ਦੇ ਖਤਰੇ ਨੂੰ ਦਰਸਾਉਣ ਲੱਗੀ। HRC43 ਤੋਂ ਉੱਚੇ ਹਿੱਸਿਆਂ ਲਈ, ਪਲੇਟਿੰਗ ਤੋਂ ਬਾਅਦ ਡੀਹਾਈਡ੍ਰੋਜਨੇਸ਼ਨ 'ਤੇ ਵਿਚਾਰ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਜਦੋਂ ਕਠੋਰਤਾ HRC60 ਦੇ ਬਾਰੇ ਹੁੰਦੀ ਹੈ, ਤਾਂ ਸਤਹ ਦੇ ਇਲਾਜ ਤੋਂ ਤੁਰੰਤ ਬਾਅਦ ਡੀਹਾਈਡ੍ਰੋਜਨੇਸ਼ਨ ਟ੍ਰੀਟਮੈਂਟ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਨਹੀਂ ਤਾਂ ਸਟੀਲ ਦੇ ਹਿੱਸੇ ਕੁਝ ਘੰਟਿਆਂ ਦੇ ਅੰਦਰ ਚੀਰ ਜਾਣਗੇ।
ਪੈਕਿੰਗ






ਸਾਡੇ ਬਾਰੇ







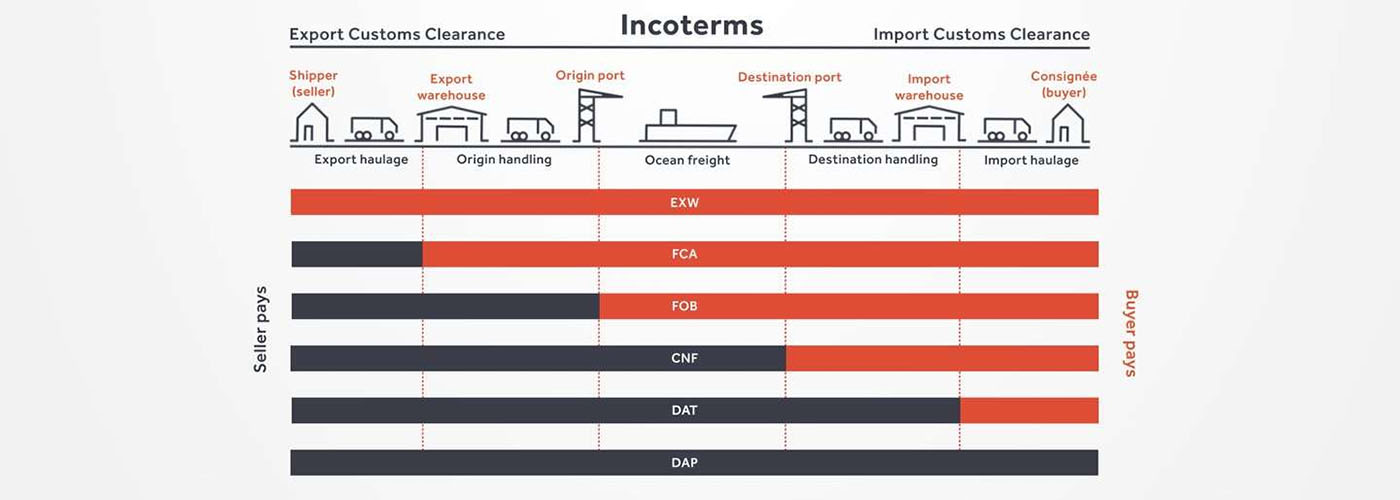
* ਨਿਮਨਲਿਖਤ ਚਿੱਤਰ ਵੱਖ-ਵੱਖ ਵਪਾਰਕ ਇਨਕੋਟਰਮਾਂ ਦੀ ਪਛਾਣ ਕਰਦਾ ਹੈ। ਕਿਰਪਾ ਕਰਕੇ ਉਸ ਨੂੰ ਚੁਣੋ ਜੋ ਤੁਸੀਂ ਪਸੰਦ ਕਰਦੇ ਹੋ।
ਹਾਟ-ਸੇਲ ਉਤਪਾਦ
ਗੁਣਵੱਤਾ ਪਹਿਲਾਂ, ਸੁਰੱਖਿਆ ਦੀ ਗਾਰੰਟੀ



